刀具生产
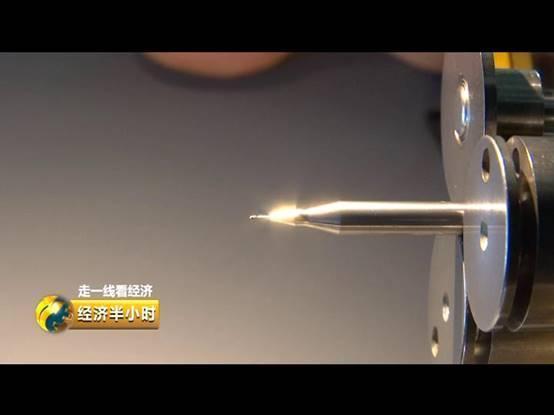
采用超细晶硬质合金基体,使其在0.03mm的微小径刀具上仍然可以加工出优异刃口形状,同时搭配专用的刀具结构和槽型设计,这几乎是不可能完成的项目,最初的试验都以失败告终。
厦门金鹭特种合金有限公司 教授级高工 李凌祥:直径0.03毫米这个刀具,相当于我们头发丝的一半还不到,它还要开槽,也就是说,它最细的部分大概就是0.015左右,也就是15个微米,几乎是十来克碳化物堆在一起。
为了攻克0.03毫米螺旋刃立铣刀的难关,李凌祥和他的团队度过了近一年的不眠之夜。甚至一度觉得国内根本做不出来。
结合几百次磨削工艺参数的不断探索,在电子显微镜下放大3000倍下,0.03毫米高精度两刃螺旋立铣刀检测终于达标。而实现世界级磨削工艺精准控制后,不但给自己的成产成本降低了40%以上,还让客户的生产效率提高了30%以上。
有了原材料研发、磨削工艺、工程师们把下一个目标定位在涂层工艺上。超薄、超光滑的高硬度涂层,才能成倍提升合金刀具的切削性能和使用寿命,从而进入高端的合金刀具市场。
一直以来,涂层工艺的核心技术被国外公司掌握和封锁。但中国的工程师依然在尝试我国自主研发,坚决啃下这块科研的硬骨头。
厦门金鹭特种合金有限公司 高级工程师 邹伶俐:我们的一个头发丝就有50到100个微米,我们这个涂层只有2到3微米,是很薄很薄的,任何的一个小的灰尘,或者杂质都会涂层的品质产生很重要的影响
像邹伶俐这样的工程师反复摸索了十年,才像今天这样逐渐掌握某些领域的自主研发涂层技术。不可否认在超细晶硬质合金的涂层工艺上,瑞典的什特维克、美国肯纳两巨头依然领先全球,但中国钨业的工匠们正在用自己的实力,希望用五到十年的时间,完成从跟随到超越的历程。
经过涂层后生产的钨金刀具源源不断地用于我国大飞机、战斗机等航空航天的高端仪器制造,从上个世纪90年代,我国只能以每吨7万元的价格出口钨矿、每吨12万元的价格出口钨粉,现如今,正在以每片几十元甚至上百元的价格出口超细晶硬质合金的刀具。这种深加工后,相当于把最基础的钨矿价值提升到每吨600万元。他们的刀具出口到30多个国家和地区,其中包括美国和欧洲,外部环境变化中,技术优势给予了企业更宽泛的选择范围。对于未来,对于市场的变动,并没有外界传言的那样担心和忧虑。
【半小时观察】创新带来新市场新利润
俗话说天下武功,唯快不破,而工业制造也有一个硬道理,就是唯创新不破。国家这几年来实施的产业升级转型,供给侧改革,都是在加紧中国制造的技术创新。习近平总书记曾经强调,关键核心技术是要不来、买不来、讨不来的,科技创新要敢于走前人没走过的路,努力实现关键核心技术自主可控,把创新主动权、发展主动权牢牢掌握在自己手中。
在生产一线调查,我们也深深感到,中国制造只有跟上世界产业创新的潮流,才能稳固中国经济运行的基础,有了新技术,企业的发展才会有未来,而中国经济的市场空间才会越来越宽。






 ×
×